Autorom je Marek Gebura
The aim of this paper is to review today’s information base about classification and chemical composition of single crystal nickel base superalloys. The general effect of alloying elements and classification to six generation is reviewed.
Nickel – based superalloys are used for manufacturing aircraft engine turbine blades,especially for the first high pressure stage of gas tubines,because they have excellent material properties at high temperature applications. Blades are working under conditions of high thermal and mechanical load. Most of these alloys are precipitate strengthen,whereas the precipitates are coherent with matrix.
Commercial superalloys contain more than just Ni, Al, and Ti. Chromium and aluminium are essential for oxidation resistance, small quantities of yttrium help the oxide scale to cohere to the substrate. Polycrystalline superalloys contain grain boundary strengthening elements such as boron and zirconium, which segregate to the boundaries.The resulting reduction in grain boundary energy is associated with better creep strength and ductility when the mechanism of failure involves grain decohesion. Carbide formers like C, Cr, Mo,W, Nb, Ta, Ti and Hf are used to strengthen the grain boundaries because they tend to precipitate there and hence reduce the tendency for grain boundary sliding (see Fig.1 taken from[1])[1].
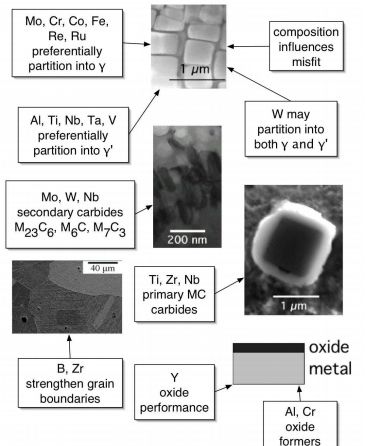
Fig.1 The effect of alloying elements on nickel-based superalloys [1]
Elements such as Co, Fe, Cr, Nb, Ta, Mo, W, V, Ti and Al are also solid-solution strengtheners, both in y and y‘ phase. There are, naturally limits to the concentrations that can be added without inducing precipitation. It is particularly important to avoid certain embrittling phases such as Laves and Sigma [1]. Recent superalloys are alloyed with Re.Durst and Göken in their research [2] proved that Re increase the strength and elastic modulus of the matrix effectively.
Fig. 2 illustrates how the alloying elements tend to be grouped with some commonality in the periodic system. The first class consists of elements that prefer and make up the face-centered cubic (FCC) austenitic y matrix. These are from groups V, VI, VII and VIII and include nickel, cobalt,iron, ruthenium, chromium, molybdenum and tungsten. The second class of elements partition to and make up the y‘ precipitate Ni3X. These elements are from groups III, IV,and V and include aluminium, titanium, niobium, tantalum and hafnium.Boron, carbon and zirconium make up a third class of elements that tend to segregate to grain boundaries. These elements are from groups II, III, and IV and are very odd sized in atomic diameter [3].
Nickel-based superalloys can be generally divided into two groups: wrought and cast.Wrought are those that are able to forge or roll into the rods, sheets or turbine discs; they have high strength up to 870℃ and they are also characterized by good fracture toughness.Cast alloys have sufficient creep strength at high-temperatures up to 0.8 of their absolute melting temperature, but their toughness is limited. There is no possibility to deform them so they must be treated by casting process[4].
Furthermore,nickel-based superalloys can be divided according to the process of their manufacturing: conventionally cast (CC), mechanically alloyed, dispersion oxide strengthened, prepared by powder metallurgy and directionally solidified (DS). The last one can be additionally divided into columnar-grained (CG) and single crystal (SC) superalloys.
Directionally solidified CG and SC superalloys have the highest high-temperature capability of any superalloy. There are two primary reasons that explain why DS superalloys are superior to CC superalloys. Alignment or elimination in the case of SC superalloys, of the grain boundaries normal to the stress axis enhances high-temperature ductility by eliminating the grain boundary as the failure initiation site. This permits the y’microstructure to be refined with a solution heat treatment that increases alloy strength.The second reason is that the DS process provides a preferred low-modulus <001> texture or orientation parallel to the solidification direction. This results in a significant enhancement in thermal fatigue resistance, so important in high-temperature components [3].
|
Alloy |
Note |
Cr |
Co |
Mo |
W |
Ta |
Nb |
AI |
π1 |
Fe |
C |
B |
Zr |
Re |
Hf |
Others |
|
Astroloy |
PM |
14.9 |
17.2 |
5.1 |
4 |
3.5 |
0.03 |
0.04 | ||||||||
|
CMSX2 |
SC |
8 |
4.6 |
0.6 |
7.9 |
5.8 |
5.6 |
0.9 |
|
CMSX4 |
SC |
5.7 |
11 |
0.42 |
5.2 5.6 |
5.2 |
0.74 |
3 |
0.1 | ||
|
CMSX6 |
SC |
9.8 |
5 |
3 |
2.1 |
4.8 |
4.7 | ||||
|
CMSX10 |
SC |
2 |
3 |
0.4 |
5 8 |
0.1 5.7 |
0.2 |
6 |
0.03 | ||
|
FT750DC |
wrought |
20 |
3.5 |
2.3 |
2.1 |
5 |
0.07 |
0.005 |
0.4 Si | ||
|
Hastelloy X |
wrought |
22 |
1.5 |
9 |
6 |
18.5 |
0.1 |
0.5Mn, 0.5Si | |||
|
Hastelloy S |
wrought |
15.5 |
14.5 |
0.2 |
1 |
0.02 |
0.009 |
0.02 La | |||
|
Inconel 600 |
wrought |
15.8 |
7.2 |
0.04 |
0.2Mn,0.2 Si | ||||||
|
Inconel 718 |
wrought |
18.6 |
3.1 |
5 0.4 |
0.9 |
18.5 |
0.04 |
0.2Mn,0.3Si | |||
|
MA758 |
MA/ODS |
30 |
0.5 |
0.3 |
0.05 |
0.6 yttria | |||||
|
MA760 |
MA/ODS |
19.5 |
3.4 |
6 |
1.2 |
0.06 |
1.0 yttria | ||||
|
MA6000 |
MA/ODS |
15 |
3.9 |
4.5 |
2.3 |
1.5 |
0.06 |
1.1 yttria | |||
|
MAR-M200 |
cast |
9 |
10 |
12 |
1 5 |
2 |
0.15 |
0.015 0.05 | |||
|
Nimonic 80A |
wrought |
19.5 |
1.1 |
1.3 |
2.5 |
0.06 | |||||
|
Nimonic 105 |
wrought |
14.5 |
20 |
5 |
1.2 |
4.5 |
0.2 | ||||
|
PM1000 |
MA/ODS |
20 |
0.3 |
0.5 |
3 |
0.6 yttria | |||||
|
Rene N5 |
SC |
7 |
8 |
2 |
5 7 |
6.2 |
3 |
0.2 | |||
|
Rene N6 |
SC |
4.2 |
12.5 |
1.4 |
6 7.2 |
5.75 |
5 |
0.15 |
|
.. | |||||||||
|
Rene 41 |
wrought |
19 |
11 |
10 |
1.5 |
3.1 |
0.09 |
0.05 | |
|
RR2000 |
SC |
10 |
15 |
3 |
0.05 |
4 |
1V | ||
|
SRR99 |
SC |
8.5 |
5 |
9.5 2.8 |
5.5 |
2.2 | |||
|
TMS 63 |
SC |
6.9 |
7.5 |
8.4 |
5.8 |
0 | |||
|
Udimet 500 |
wrought |
18 |
18.5 |
4 |
2.9 |
2.9 |
0.08 |
0.006 0.05 | |
|
Udimet 700 |
wrought |
15 |
18.5 |
5.2 |
4.3 |
3.5 |
0.08 |
0.03 | |
|
Waspaloy |
wrought |
19.5 |
13.5 |
4.3 |
1.3 |
3 |
0.08 |
0.006 0.06 | |
The SC superalloys as an invention are patented by the US Patent 5366695 [5] and they are often classified into generations. Until today there are five generations of nickel-based SC superalloys. The sixth generation is in the form of project at the National Institute of Materials Science (NIMS) in Japan.
First generation superalloys are characteristic with a relatively high amount of chromium in comparison with the other generations. The second and third generations contain about 3wt.% and 6 wt.% of rhenium respectively (see Table 2). Rhenium is a very expensive addition but leads to an improvement in the creep strength and fatigue resistance [6,7].
|
Cr |
Co |
Mo |
W |
Ta |
V Nb |
AI |
Ti |
Hf R | |
|
1st | |||||||||
|
Generation | |||||||||
|
PWA1480 |
10 |
5 |
0 |
4 |
12 |
5 |
1.5 |
0 | |
|
Rene N4 |
9 |
8 |
2 |
6 |
4 |
0.5 |
3.7 |
4.2 |
0 |
|
SRR99 |
8 |
5 |
0 |
10 |
3 |
5.5 |
2.2 |
0 | |
|
RR2000 |
10 |
15 |
3 |
0 |
0 |
1 |
5.5 |
4 |
0 |
|
AM1 |
8 |
6 |
2 |
6 |
9 |
5.2 |
1.2 |
0 |
|
AM3 |
8 |
6 |
2 |
5 |
4 |
6 |
2 |
0 |
|
CMSX2 |
8 |
5 |
0.6 |
8 |
6 |
5.6 |
1 |
0 |
|
CMSX3 |
8 |
5 |
0.6 |
8 |
6 |
5.6 |
1 |
0.1 |
|
CMSX6 |
10 |
5 |
3 |
0 |
2 |
4.8 |
4.7 |
0.1 |
|
AF56 |
12 |
8 |
2 |
4 |
5 |
3.4 |
4.2 |
0 |
|
0 | |||||||||
|
2nd | |||||||||
|
Generation | |||||||||
|
CMSX4 |
7 |
9 |
0.6 |
6 |
7 |
5.6 |
1 |
0.1 |
3 |
|
PWA1484 |
5 |
10 |
2 |
6 |
9 |
5.6 |
0 |
0.1 |
3 |
|
SC180 |
5 |
10 |
2 |
5 |
9 |
5.2 |
1 |
0.1 |
3 |
|
MC2 |
8 |
5 |
2 |
8 |
6 |
5 |
1.5 |
0 |
0 |
|
Rene N5 |
7 |
8 |
2 |
5 |
7 |
6.2 |
0 |
0.2 |
3 |
|
0 | |||||||||
|
3rd | |||||||||
|
Generation | |||||||||
|
TMS75 |
3 |
12 |
2 |
6 |
6 |
6 |
0 |
0.1 |
5 |
|
TMS113 |
2.89 |
11.93 |
1.99 |
5.96 |
5.96 |
6.56 |
0 |
0.1 |
5.96 |
As an example of the fourth generation of nickel-based SC superalloys, TMS-138 (chemical composition is in the Table 3) can be characterized. It was developed at NIMS with the addition of Mo for increasing the lattice misfit and Ru for stabilizing the microstructure. The excellent creep behavior at high-temperatures (about 1373 K) is attributed to the finer interfacial dislocation network [8] in comparison with the recent generations of superalloys.
|
Alloy |
Note |
Cr |
Co |
Mo |
W |
Ta |
AI |
Re |
Hf |
Ru |
|
TMS-138 |
SC 4th |
3 |
6 |
3 |
6 |
6 |
6 |
5 |
0.1 |
2 |
|
gen. | ||||||||||
|
TMS-169 |
SC 5th |
4,6 |
6.1 |
2,4 |
5 |
5,6 |
5,6 |
6,4 |
0.1 |
5 |
|
gen. | ||||||||||
The representative of the fifth generation of nickel-based SC superalloys is for example TMS-196 alloy developed at NIMS in collaboration with Ishikawajima-Harima Heavy Industries co.,Ltd (IHI) in Japan in July 2006. TMS-196 is an advanced nickl-based single crystal superalloy containing 5 wt. % Ru and 4.6 wt. % Cr.
TMS-196 with superior high temperature creep and oxidation resistance by incorporating further ruthenium (Ru) and chromium (Cr) content over the compositions of 4’th’generation superalloys. With Ru additions in advanced superalloys to enhance phase stability,higher content of refractory elements can be accommodated to provide further strengthening; the associated oxidation resistance can be improved by the increase in Cr additions [9].This alloy exhibits not only good microstructural stability but also excellent combinations of resistances against creep and thermo-mechanical fatigue [10]. Complete chemical composition is in Table 3.
As mentioned before, the development of sixth generation of SC nickel-based superalloys is in progress at NIMS in Japan. They are designed with a temperature capability approaching 1150°C. Using special computer programs they are able to design, by selecting the chemical composition, the y/Y‘ lattice misfit and thus the interfacial dislocation network spacing.The finer the network is, the slower is the creepdeformation rate; therefore, the corresponding alloy is stronger [11].
REFERENCES:
[1]http://www.msm.cam.ac.uk/phase-trans/2003/Superalloys/superalloys.html.
[2] Durst,K. -Göken, M.: Mater. Sci. Eng. A 387-389, 2004, s. 312-316.A 387-389, 2004,s.312-316
[3] Sims, CH.T.-Stoloff, N.S. -Hagel, W.C.: Superalloys II,John Wiley & Sons,Inc.,USA,1987.
[4] Hrivnák, I.: Úžitkové vlastnosti a volba materiálu, STU, Bratislava,1998.
[5]http://www.patentstorm.us/patents/5366695.html
[6]http://www.msm.cam.ac.uk/phase-trans/2003/Superalloys/SX/SX.html
[7] Erikson, G.L.:Superalloys 1996, eds. Kissinger et al., TMS-AIME, s. 35.
[8]Zhou,H-Ro,Y.-Harada,H.-Aoki, Y.-Arai, M.: Mater. Sci. Eng.A 381,2004,s.H-Ro,Y.-Har,H.-Aoki,Y.-Arai, :Mater. Sci.Eng.A 381,2004 20-27.
[9] Sato,A.-Harada, H.- Kobayashi, T.- Murakumo, T.- Zhang, J.- Yokokawa, T.:Journal of the Japan Institute of Metals, Vol. 70, No. 2,2006, pp.196-199.
[10] Fifth Generation Nickel Base Single Crystal Superalloy TMS-196, NIMS,IHI,Japan,2006.
[11] Research and Development of Superalloys for Aeroengine Applications, NIMS, Japan.Tags nickel superalloy